La piegatura dei tubi è ancor’oggi un po’ un’arte, infatti è una lavorazione più delicata rispetto ad altre nel panorama della carpenteria metallica. Questo è dovuto alle tante variabili che possono condizionare il processo. Nonostante oggi la tecnologia aiuti molto e il mercato offra delle macchine e dei software molto evoluti rispetto al passato.
Si parla di curvatura di tubi per raggi inferiori a 200 mm. Per pieghe con raggi superiori invece ci si riferisce al processo di calandratura, che è una lavorazione diversa. Ciò nonostante oggi molte macchine possono realizzare sia la piega sia la calandra dei tubi. Comunque in questo post parliamo della sola curvatubi e il suo processo.

Progettazione
Durante la progettazione di un tubo curvato si deve tenere presente delle capacità della curvatubi, della disponibilità degli stampi e delle tolleranze di esecuzione.
1. Forza di piegatura e sua modulazione.
E’ importante conoscere i limiti della macchina per non ritrovarsi nell’impossibilità di realizzare il pezzo. Per chi si appoggia a dei conto terzisti è necessario contattare il fornitore. Infatti la capacità di piegatura non dipende dalla sola forza ma è influenzata dal raggio di curvatura (più è grande meno forza richiede) e dalla capacità di modulare lo sforzo durante il processo. Perciò l’introduzione delle piegatrici elettriche è stata un grande evoluzione rispetto alle idrauliche, perchè molto più modulabili.
Un altra innovazione importante è stata l’introduzione delle macchine con la rotazione della testa sia a destra sia a sinistra. Quindi è possibile curvare nei due sensi dando un altissimo grado di libertà sia progettuale sia esecutivo.
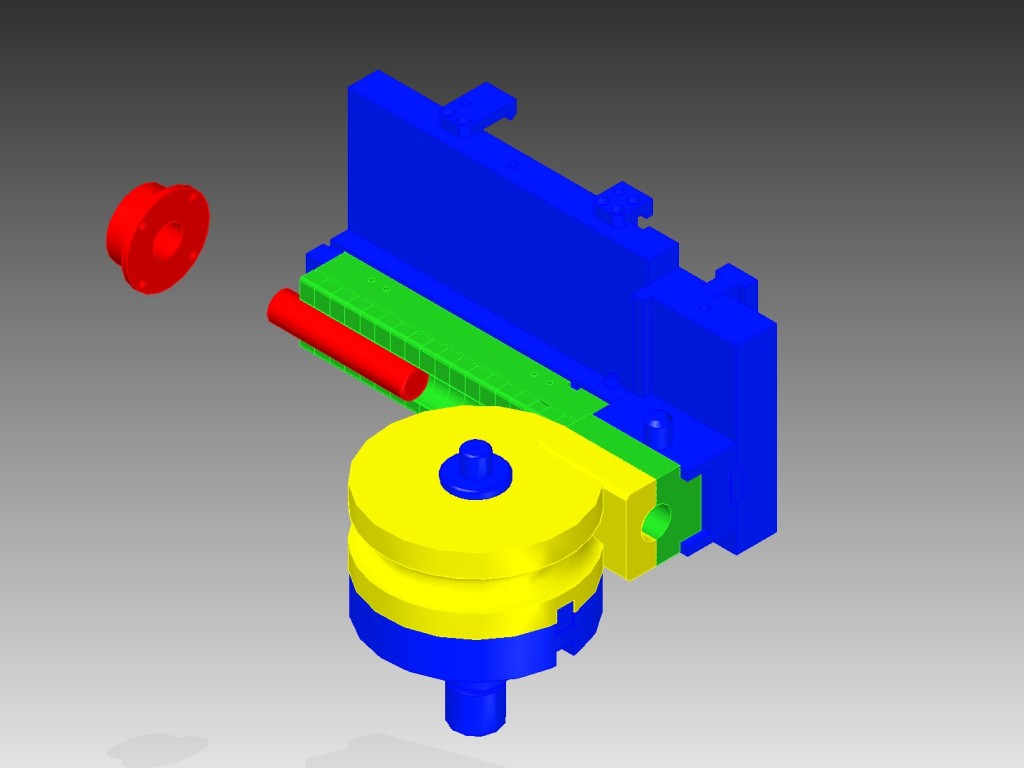
2. Attrezzature
Una curva tubi piega a raggio costante o fisso, per il raggio variabile si parla di calandra. Questo significa che il raggio è determinato dalla matrice. Ed ogni stampo risponde a questi parametri: sezione del tubo, raggio di curva e spessore del tubo. Il cambio di uno solo di questi fattori comporta la necessità di una nuova attrezzatura.
Le matrici standard devono bloccare il tubo da entrambi i lati per cui fra una piega e l’altra ci deve essere un tratto rettilineo di almeno 100 mm. In caso contrario devono essere progettati stampi specifici per consentire pieghe e contro pieghe ravvicinate.
Un altro ingombro da considerare sono i tratti iniziale e finale dove la macchina blocca il tubo. Il componente di bloccaggio posteriore è chiamato morsetto del carro. Serve per gestire il tubo durante tutta la fase di lavorazione: dall’avanzamento alla rotazione. Il carro insieme alla slitta e alla contro slitta (se presente) guidano il tubo prima della introduzione nella matrice. Quindi se il tratto rettilineo non è sufficiente lungo da evitare la collisione fra il carro e la matrice serve allungarlo. Finita la piegatura si refila il pezzo in eccesso.
Multiraggio. Le moderne macchine possono ospitare anche più di uno stampo in contemporanea questo significa poter realizzare il pezzo con raggi differenti. Mediamente si possono ospitare 2 o 3 stampi. Ogni stampo ha comunque il suo raggio fisso ma disponendo di più stampi durante il ciclo si sceglie quale utilizzare, ottenendo così un pezzo con curve con raggi differenti.
3. Tolleranze
Come in tutti i progetti le tolleranze sono fondamentali poiché definiscono il costo del particolare. In modo particolare per i tubi curvati che sono soggetti a più variabili, ognuna delle quali può introdurre un errore nella lavorazione.
Se ci focalizziamo sulle tolleranze proprie di una macchina, tralasciando il materiale, è ragionevole considerare questi gruppi:
- Grossolana: tolleranza angolare ±1°; tolleranza lineare ±0.5mm
- Normale: tolleranza angolare ±0.5°; tolleranza lineare ±0.5mm
- Fine: tolleranza angolare ±0.2°, tolleranza lineare ±0.1mm
Le macchine elettriche sono più precise di quelle idrauliche, appartengono all’ultima generazione e non sono soggette alla variazione di temperatura dell’olio.
4. Qualità estetica
Per avere un buona resa estetica, senza difetti di curva, bisognerebbe adottare sempre raggi pari almeno ad 1.5 volte la sezione (per inox ed alluminio il limite si innalza a 2). Sotto questi valori si può ricorrere ad anime snodate ed a qualche altro artificio, tuttavia rimangono pieghe più impegnative.
Oggi ci si può spingere fino a curve con un raggio interno in rapporto 8/10 alla sezione del profilo. Risultati raggiungibili unicamente con curvatubi elettriche e in condizioni ottimali di macchina, attrezzatura e materiale. Tuttavia rimane un risultato rimarchevole se confrontato ai limiti solo di 10 anni fa.
5. Alternative
Esistono alternative alla tecnica di curvatura a freddo qualora per diverse ragioni l’adozione di questa tecnologia risulti difficile:
- Stampaggio a freddo
- Stampaggio a caldo e microfusione
- Idroformatura
Calcolo dello sviluppo lineare
Alcuni moderni software sono in grado di calcolare direttamente lo sviluppo del pezzo, in alternativa una delle formule più utilizzate è:
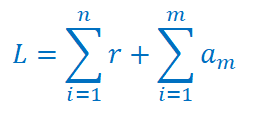
L= sommatoria di tutti i tratti rettilinei r e di tutte le lunghezze degli archi a.
L= lunghezza totale / r= lunghezza tratto rettilineo / a= lunghezza arco
Mentre i tratti rettilinei è facile calcolarli, per gli archi si segue la seguente formula:
a = 0.01745 x Rm x α
Rm= raggio medio di curvatura / α = angolo di curvatura (compreso fra 0° e 180°)
Comunque è buona cosa eseguire sempre una campionatura prima di passare alla produzione in serie. Soprattutto se il particolare ha parecchie pieghe, oppure pieghe inferiori a 90°..
Il problema è più marcato per i tubolari quadri, rettangoli o per i profili speciali rispetto ai tondi. I tubi tondi hanno una sezione resistente costante, non hanno il problema della posizione del cordone di saldatura e il problema della dimensione del raggio dello spigolo.
Si capisce quante più variabili concorrano rispetto alla piega della lamiera. Oltretutto raramente sono disponibili tubi decapati o ricotti, che sarebbero più adatti. La posizione del cordone di saldatura, l’esatto spessore della parete e il raggio dello spigolo influiscono nel ritorno elastico del pezzo.
Si può limitare alcune problematiche con l’impiego di materiali più adatti se disponibili. Ad esempio prediligere quindi all’acciaio S235JR il suo alter ego E235+N.


L’esperienza di Agrital nella piegatura tubi
Agrital realizza i tubi curvati conto terzi da oltre 20 anni, ed è specializzata soprattutto nella lavorazione di acciaio strutturale e da costruzione. Lavoriamo diametri compresi fra 20 mm ed 80 mm, o equivalenti per profili quadri e rettangoli la cui diagonale sia inferiore ad 80 mm. Produciamo principalmente serbatoi oleodinamici, telai per cabine di guida e cofani in lamiera. Oltre ad essere stati i precursori fin dal 2003 nella lavorazione laser tubi.



{kind=link}