
Il campo di applicazione
 Il mondo della saldatura a filo è molto vasto essendoci molte variabili in gioco. Dalla tipologia di materiale al processo ed all’impiego finale.
Il mondo della saldatura a filo è molto vasto essendoci molte variabili in gioco. Dalla tipologia di materiale al processo ed all’impiego finale.
Noi saldiamo principalmente a filo l’acciaio strutturale (S235JR, S355J2, S420MC, S700MC, S900MC) e bonificati (C40, C45,39NiCrMo3, 42CrMo4) . Usiamo spessori tipici della carpenteria media leggera, cioè compresi fra 3 e 20 mm.
Per queste applicazioni siamo certificati ISO3834-3 e in questo breve articolo cerchiamo di illustrare i punti cardini mutuati dalla nostra esperienza, una sorta di piccolo vademecum pratico.
La nostra produzione principale si concentra per serbatoi oleodinamici e telai per cabine di guida.
D’altronde pur trovando diversi testi che trattano la saldatura l’esperienza pratica riveste ancora un aspetto determinate.
Le variabili nel processo della saldatura a filo:
Il materiale
E’ fondamentale conoscere la natura del materiale che dobbiamo saldare, qualità e spessore. Infine è preferibile materiale con assenza di calamina sia per una resa estetica migliore sia per evitare di inglobare delle impurità nel giunto.
Gas
Il gas per la nostra tecnica di saldatura è un gas attivo come miscela fra Argon (Ar) e Anidride Carbonica (CO₂). La percentuale di CO₂ (che è il gas attivo) influisce nella esecuzione della saldatura.
All’aumentare della CO₂ abbiamo:
- Maggiore penetrazione
- Maggiore apporto di calore sul pezzo
- Migliore stabilità dell’arco
- Tendenzialmente più pallini di residuo
- Un cordone meno estetico
Le miscele più comuni presentano una percentuale di CO₂ del 8%, 13%, 18% e 25%.

Per saldature con arco pulsato è necessario utilizzare solo miscele con una percentuale non inferiore al 15%.
Il gas viene stoccato ad alta pressione nello stato liquido che significa anche a temperature basse, quindi sarebbe buona norma avere un sistema di preriscaldamento in uscita dalla bombola prima della distribuzione in rete verso le saldatrici.
Infine negli ultimi anni si stanno facendo strada miscele arricchite di Azoto oppure di Elio. Nonostante l’intento commerciale secondo la nostra esperienza queste miscele sono veramente efficaci solo in particolari casi applicativi, cioè i benefici non giustificano i costi maggiori.
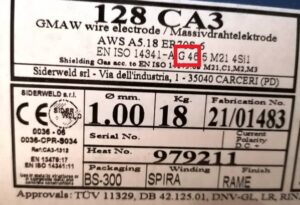
Filo
La scelta del filo può fare la differenza nel processo di saldatura a filo.
Sicuramente esistono dei fili che pur rientrando nella stessa classe ISO/AWS hanno comunque performance migliori di altri, anche se con costi differenti. L’offerta commerciale attuale è veramente vasta e bisogna affidarsi ai professionisti del settore.
Va comunque sicuramente verificata la resistenza meccanica che può garantire il filo. Per esempio per i più comuni fili pieni (non animati) per acciaio al carbonio si può evincere dalla coppia di numeri che seguono la lettera G all’interno della sigla (da non confondere con le sigle SG). Indica il livello di snervamento, per esempio un G46 ha uno snervamento di 460N/mm² . Infine per essere considerato un buon filo per saldature medio leggere deve rientrare nella categoria SG2.
Principalmente si usano filo ramati ma ultimamente si stanno facendo strada i fili non ramati che permettono una saldatura con meno spruzzi ed esteticamente più bella. Il suo impiego comporta l’incremento della corrente perchè il filo conduce leggermente meno.
Saldatrice
L’offerta delle saldatrici è ampia e troverete spiegazioni dettagliate sui vari siti dei costruttori. Sicuramente un generatore di qualità (purtroppo anche più costoso) aiuta di molto la stabilità dell’arco e quindi l’efficacia del giunto.
Ricordiamo solo che una saldatrice ad inverter di per se non migliora l’arco ma fa risparmiare energia elettrica.
La funzione sinergica invece consente alla macchina di autoregolarsi (anche qui è efficace se la saldatrice è equipaggiata da una buona elettronica).
L’arco pulsato ha il pregio di sporcare meno (meno pallini) e per una mano poco educata potrebbe aiutare ad ottenere un cordone più estetico. Comunque bisogna prestare attenzione perché a parità di valori di corrente l’arco pulsato scalda di più (quindi potenziali maggiori problemi di ritiro) e penetra meno il materiale.
Le saldatrici impiegate all’interno della certificazione ISO3834 devono essere a loro volta certificate
Amperaggio
L’amperaggio con cui si esegue una saldatura a filo MAG ne condiziona l’effettivo processo di deposito.
Considerando ad esempio un filo di diametro 1mm G46 SG2, con una distanza di stick out di 12-15mm, otteniamo:
- Deposito short arc per correnti compresi fra 50 e 160 Ampere circa.
- Deposito globulare per correnti compresi fra 160 e 200 Ampere circa.
- Deposito spray arc per correnti compresi superiori a 200 Ampere circa.
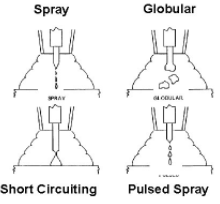
Sicuramente l’esecuzione migliore e più pulita è in spray arc, quindi ove possibile si suggerisce di mantenere una corrente elevata. Il valore di corrente condiziona l’arco elettrico che si instaura e di conseguenza la modalità con cui il filo si scioglie e viene depositato.
Consiglio il seguente video:
Tipo di giunto
Esistono diversi tipi di giunto, i più comuni sono testa/testa o ad angolo. La tecnica di saldatura si deve adattare al conformazione del giunto stesso al fine di salvaguardare tutti gli altri parametri per una ottima saldatura (posizione pezzo, posizione torcia, velocità di esecuzione ecc..)
Preparazione del materiale
E’ in funzione al tipo di giunto che deve essere fatto. Sicuramente è buona norma sempre rompere lo spigolo vivo del materiale arrotondandolo con un flessibile.
Per saldature strutturali serve invece preparare il materiale con degli smussi (detti anche cianfrini), la presenza dello smusso facilita la successiva penetrazione.
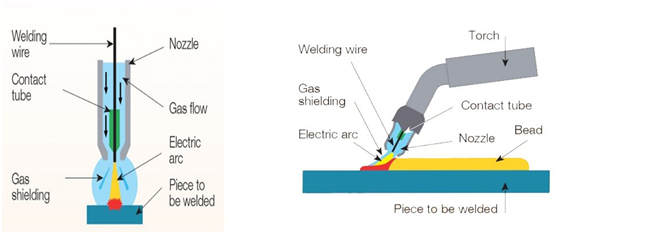
Inclinazione e posizione della torcia
E’ un fatto fondamentale che la torcia assuma la posizione più consona possibile. Rispetto ad una ideale sezione frontale dovrebbe posizionarsi lungo l’asse della bisettrice. Mentre longitudinalmente al cordone dovrebbe assumere una posizione inclinata di 15°-30° .
La distanza dal pezzo varia in funzione della tecnica ma per una saldatura globulare, la distanza è di circa 12-15mm, che corrisponde anche alla sporgenza del filo dalla torcia stick out)
Inoltre nel limite del possibile è molto importante che la saldatura a filo venga eseguita in piano. Per raggiungere il nostro obiettivo in commercio esistono diversi tipi di torce con diverse sagome ed inclinazioni.

Seguendo quindi la posizione sopra descritta la saldatura dovrebbe essere eseguita in spinta e non tirata. Nella pratica succede che a volte si riesca a eseguire una saldatura migliore se tirata, ad esempio in prossimità di angoli in maniera da prediligere un flusso regolare di gas.

Posizione della pinza di massa
Non sempre considerata ma anche la posizione della pinza della massa ha un ruolo fondamentale per limitare dispersioni di corrente e mantenere quindi un arco più stabile (oltre che risparmiare energia). Quindi è buona norma attaccare la massa direttamente al pezzo e solo se non è possibile al tavolo di lavoro, ma comunque il più possibile vicino al pezzo.













{kind=link}