La production de tubes cintrés est encore un peu un art aujourd’hui, en fait c’est un processus plus délicat que d’autres en métallurgie. Cela est dû aux variables qui peuvent affecter le processus. Bien qu’aujourd’hui la technologie présente dans les machines et logiciels FAO hors ligne se soit beaucoup simplifiée.
On parle de cintrage de tubes lorsque le rayon est inférieur à 200 mm (indicatif). Au lieu de cela, pour les coudes avec un rayon plus élevé, nous nous référons au processus de calandrage. Néanmoins, aujourd’hui, de nombreuses machines peuvent effectuer à la fois le pliage et le calandrage. Cependant, dans cet article, nous nous concentrons sur le cintrage des tuyaux et son processus.

Calcul de développement linéaire pour tubes cintrés
Certains logiciels modernes sont capables de calculer directement le développement de la pièce, ou l’une des formules les plus utilisées est::
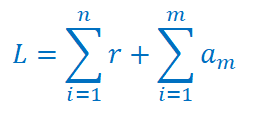
L= sommation de toutes les sections droites r et de toutes les longueurs des arcs a
L= longueur totale / ou = longueur des sections droites / a = longueur de l’arc
Alors que les sections droites sont faciles à calculer, pour les arcs, la formule suivante est suivie:
a = 0.01745 x Rm x α
Rm = rayon dans la section médiane / α = angle de flexion (entre 0 ° et 180 °)
Cependant, il est généralement judicieux de toujours effectuer un test pratique (échantillon) avant de passer à la production de masse. De plus, si la pièce présente plusieurs coudes, ou plie à moins de 90 °, l’évolution pourrait être très différente des calculs théoriques.
Le problème est plus prononcé pour les tubes carrés, rectangles ou profils spéciaux que pour les tubes ronds. Les tubes ronds ont une section résistante constante et n’ont pas le problème de la position du cordon de soudure et de la taille exacte du rayon du coin.
En fait, beaucoup plus de variables entrent en jeu que le processus de pliage de la tôle. Tout d’abord, les tubes décapés ne sont pas toujours disponibles, donc des matériaux moins nobles. De plus, la position du cordon de soudure, l’épaisseur exacte et le rayon du coin affectent le retour élastique de la pièce.
Certains problèmes peuvent être limités par l’utilisation de matériaux plus précieux (par exemple des tubes sans cordon de soudure) mais avec une augmentation des coûts. Par exemple, si disponible, préférez son alter ego E235 + N à l’acier S235JR.

Conseils de production pour la cintreuse de tubes
Tout d’abord, pour garantir la répétabilité de la production, il est important de connaître le module d’élasticité du matériau. Il est suggéré d’utiliser des tiges, pour chaque lot, avec une variance du module élastique de ± 2%, encore mieux si elles proviennent de la même usine de tubes.
Pendant le processus, la première règle d’or est de vérifier que le tube ne glisse pas pendant toute la phase de cintrage. Pour cette raison, les moules ont parfois des surfaces légèrement rugueuses pour augmenter leur adhérence, surtout si l’on plie des tuyaux en acier inoxydable.
De plus, tous les composants du moule ne doivent pas présenter de glissement entre eux. Pour cette raison, il est conseillé de toujours préférer le verrouillage mécanique.
noyau interne
Pour les courbes plus serrées, l’utilisation du noyau est essentielle. Il commence par un noyau fixe, le plus simple, puis passe aux noyaux cloués ou articulés. Pour pouvoir « entrer » de plus en plus dans la courbe.
La position de départ canonique du noyau fixe doit être à 5 mm devant le centre de rotation (début théorique de la courbe), et son réglage fait la différence sur le résultat de la flexion.
Pour extraire le noyau, une excellente lubrification est nécessaire avec l’utilisation d’huiles anti-grippantes. Il est évident que l’efficacité du noyau est d’autant plus grande qu’elle est précise par rapport à la section. Celui-ci heurte malheureusement lorsque le tube n’a pas d’épaisseur calibrée et au-delà lorsque la taille et la position du cordon de soudure ne sont pas constantes.
Pour soutenir l’efficacité du noyau, l’utilisation de la contre-glissière est essentielle pour les virages les plus exigeants. La contre-glissière doit être en matériau autolubrifiant et installée dans la partie interne de la courbe (opposée au traîneau)
autres ajustements
Des ajustements fins peuvent être effectués sur la motoneige arrière: anticiper ou reporter son timing d’action. Ou augmenter la force de poussée du chariot arrière, généralement on commence sans pousser (donc de manière passive) pour passer en poussées actives si le matériau se déchire.




{kind=link}