The production of bent tubes is still a bit of an art today, in fact it is a more delicate process than others in metal process. This is due to the variables that can affect the process. Although today the technology present in offline CAM machines and software has simplified a lot.
We talk about bent tubes when radius is less than 200 mm (indicative). Instead for bends with higher radius we refer to calendering process. Nevertheless, today many machines can make both bending and calendering. However in this post we focus on the pipe bending and its process.

Linear development calculation for bent tubes
Some modern software are able to directly calculate the development of the piece, alternatively one of the most used formulas is:
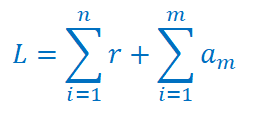
L= summation of all the straight sections r and of all the lengths of the arcs a.
L= total length / or= length straight sections / a= length arc
While straight sections are easy to calculate, for arcs the following formula is followed:
a = 0.01745 x Rm x α
Rm= radius in the median section / α = bending angle (between 0° e 180°)
However, it is generally a good idea to always carry out a practical test (sample) before moving on to mass production. Furthermore, if the part has several bends, or bend less than 90 °, the development could vary significantly from the theoretical calculations.
The problem is more pronounced for square tubes, rectangles or special profiles than for round ones. Round tubes have a constant resistant section and do not have the problem of the position of the weld seam and the exact size of the corner radius.
In fact, many more variables come into play than the bending sheet metal process. First of all, pickled tubes are not always available, therefore less noble material. In addition, the position of the weld seam, the exact thickness and the radius of the corner affect the elastic return of the piece.
Some problems can be limited with the use of more valuable materials (for example tubes without welding seam) but with an increase in costs. For example, if available, prefer its alter ego E235 + N to S235JR steel.




{kind=link}